20. Juli 2023
Hohe Prozessfähigkeit beim Kunststoffspritzguss unterstützt
Die beiden CNC-Koordinatenmessgeräte (KMG), die Alltrista Plastics in seinem Werk in Christchurch, Großbritannien, seit mehr als 10 Jahren rund um die Uhr im Einsatz hatte, waren ineffizient geworden. Die Genauigkeit und Wiederholbarkeit der schaltenden Antastung war aufgrund des Alters der Maschinen nicht mehr gewährleistet. Die Software stürzte manchmal ab und riskierte eine physische Kollision, eine Beschädigung des Messtasters und vielleicht sogar des zu prüfenden Bauteils. Da die hergestellten medizinischen Kunststoffteile und -baugruppen im Laufe der Zeit immer komplexer geworden waren, wurde in einem Prüfzyklus häufig ein abgewinkelter Taststift benötigt, so dass der Bediener aus einem halben Dutzend voreingestellter Tasterkonfigurationen wählen, einen manuell montieren und kalibrieren musste. Außerdem musste die Person verschiedene Programme auf einem Computerbildschirm durchsehen, um das richtige Programm zu finden und zu laden.
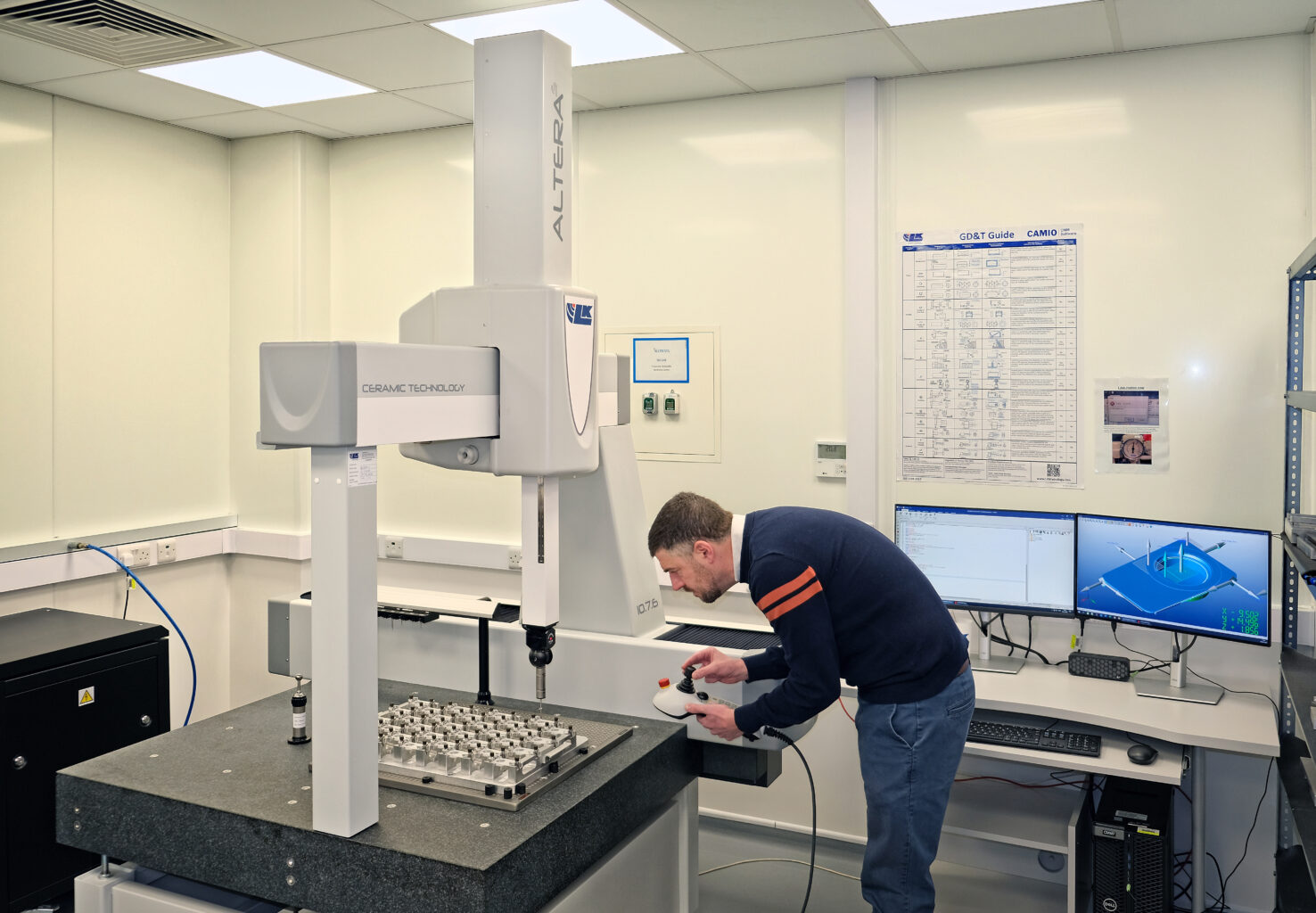
Dieser gesamte Prozess wurde durch die Installation von zwei neuen ALTERA S 10.7.6 KMG‘s von LK Metrology in Castle Donington, Großbritannien, rationalisiert und automatisiert. Die CAMIO 3-Achsen-Scan- und Berichterstattungssoftware des Anbieters wurde zusammen mit einem Renishaw SP25M Scanning-Messtaster und einem motorisierten PH10M Indexierungskopf geliefert. Es handelt sich um zwei Sensoren in einem, die sowohl taktile Abtastung mit kontinuierlicher Bahn als auch schaltende Antastung einzelner Punkte ermöglichen. Zusammen mit einer Renishaw-Matrixplatte, die eine genaue Platzierung der zu prüfenden Teile ermöglicht, hat die Einrichtung zu einer enormen Verbesserung der Produktivität in der Messtechnik geführt, da sie die Befestigung der Proben erleichtert, die Messzyklen beschleunigt und menschliche Eingriffe und das damit verbundene Fehlerrisiko praktisch eliminiert. Es wäre nicht möglich gewesen, die älteren KMGs mit einer Scanfunktion nachzurüsten, da die Kosten zu hoch gewesen wären und die Geräte ohnehin veraltet waren.
Peter Makosa, Qualitätsmanager bei Alltrista, erklärt: "Ich habe mehrere Jahre lang mit LK-KMG‘s gearbeitet, als ich für einen Hersteller der Luft- und Raumfahrtindustrie tätig war, der sie standardmäßig einsetzte. Als Alltrista beschloss, seinen Qualitätssicherungsraum aufzurüsten, wandten wir uns an vier potenzielle Maschinenanbieter, darunter auch den bisherigen Lieferanten. Die Antwort von LK war bei weitem die umfassendste.
"Das Unternehmen führte eine Online-Demo an einem unserer Teile durch und einen weiteren Versuch, als wir Castle Donington besuchten. Es war das einzige Unternehmen, das eine umfassende Untersuchung vor Ort in unserem Werk durchführte, um die Machbarkeit der Maschineninstallation zu prüfen.
Auf der Grundlage der vorgenommenen Messungen und unter Berücksichtigung der Tatsache, dass die LK-Maschinen höher sind als unsere früheren KMG‘s, bot der Hersteller an, die Höhe der Altera S-Modelle während des Baus zu verringern, damit sie bequem durch unsere Türen und in unseren renovierten Prüfraum passten.
Ausschlaggebend für unsere Entscheidung für diesen Anbieter waren der günstige Preis der Geräte, die kompetenten Ingenieure, die uns während des gesamten Verkaufsprozesses betreuten, und der gute Ruf des Unternehmens für seinen Kundendienst.
Der Standort in Christchurch ist einer von fünf Produktionsstandorten von Alltrista und der erste innerhalb der Jadex-Gruppe, der vollständig mit Strom aus erneuerbaren Energien versorgt wird. Das ISO13485-zertifizierte Unternehmen ist auf den Kunststoffspritzguss von Geräten wie Medikamentenverabreichungssystemen und Verpackungen wie Kontaktlinsenblister für die medizinische, pharmazeutische und nahrungsergänzende Industrie spezialisiert. <br>Die Spritzgießmaschinen sind hauptsächlich in einem Reinraum der Klasse 7 und zwei Reinräumen der Klasse 8 untergebracht. Der Anteil der Medizinprodukte am Umsatz, an der Vielfalt und am Produktionsvolumen ist in den letzten zehn Jahren von 30 auf 50 Prozent des Durchsatzes gestiegen, Tendenz weiter steigend. Ein weiterer Trend sind immer engere Zeichnungstoleranzen bei neu entworfenen Produkten und strengere GD&T-Anforderungen (geometrische Dimensionierung und Tolerierung).

Die Herstellung aller Produkte in der Anlage in Christchurch unterliegt einem strengen Validierungsverfahren. In der Regel werden zu Beginn eines neuen Produktionslaufs 30 Aufnahmen mit jeweils etwa 15 Bauteilen abgefahren und geprüft, wobei die Kunden eine Prozessfähigkeit von mindestens Cpk 1,33 und häufig 1,67 oder 2 (Six Sigma) verlangen. Bei Kunststoffteilen sind die Toleranzen im Allgemeinen recht offen und liegen normalerweise im Bereich von 50 bis 100 Mikrometern, aber jede Messungenauigkeit ist unerwünscht, da sie einen Teil des Toleranzbandes aufzehren würde. Noch wichtiger für die Validierung ist ein hohes Maß an Wiederholbarkeit.
Die ALTERA benötigte außerdem mehr Daten, um bestimmte Merkmale von Formteilen, wie die Ebenheit von Dichtungsflächen, Freiform-Profilen und Fasen, besser zu verstehen. Der Einsatz eines Scanning-Tasters von Renishaw führte zu einer Größenordnung an mehr Informationen, die an die Produktionsabteilung zur Feinabstimmung von Werkzeugbau und Fertigung weitergegeben werden konnten. Darüber hinaus werden die Berichte für die Kunden wesentlich umfangreicher, so dass sie die in ihrem Auftrag durchgeführte Fertigung besser nachvollziehen können. Außerdem ist das Layout der Berichte jetzt viel besser, da die früheren offenen Excel-Tabellen durch gesperrte, in CAMIO generierte PDF-Dateien ersetzt wurden. Sie enthalten einen farbkodierten Vergleich zwischen Bauteil und CAD, der die Produktkonformität mit allen begleitenden Daten, dem Alltrista-Logo, Datum und Uhrzeit anzeigt.
Als die KMG‘s installiert wurden, schrieb LK Kernprogramme für die Inspektion von Bauteilen für vier große Alltrista-Kunden und entwickelte auch ein PC-Bildschirm-Dashboard, so dass der gesamte Prozess menügesteuert ist. Auf dem ersten Bildschirm wird für jeden Kunden ein Symbol angezeigt, das beim Anklicken jedes Teil anzeigt, das für dieses Unternehmen spritzgegossen wird. Durch Anklicken des entsprechenden Symbols wird das Programm automatisch an das KMG gesendet, woraufhin der Bediener seinen Namen eingibt und angibt, ob er einen Standard- oder Erstmusterprüfbericht benötigt, und auf "Start" klickt.
Bevor das Programm jedoch ausgeführt werden kann, muss eine Reihe von Bauteilen in einer bekannten Position auf dem Granittisch platziert werden. Um das Verfahren zu erleichtern und zu beschleunigen, lieferte LK mit jedem Altera S 10.7.6 eine Renishaw-Matrixplatte. Ohne zusätzliche Kosten wurden in den Granit in nicht genormten Abständen Ankerlöcher gebohrt, so dass die Platten von unten befestigt werden konnten, ohne dass die Halteklammern über die Tischoberfläche hinausragten. Auf dem Bildschirm des Dashboards wird neben dem entsprechenden Prüfprogramm eine SOP (Standardarbeitsanweisung) angezeigt, die dem Bediener die genaue Position des nummerierten Lochrasters auf der Matrixplatte angibt, die das Los der befestigten Proben einnehmen sollte.
Niemand wird jemals behaupten, dass die menschliche Fehlbarkeit vollständig beseitigt werden kann, aber dieses System der korrekten und genauen Positionierung von Komponenten in Verbindung mit dem CAMIO-System von LK für die Programminitialisierung, die CNC-Inspektion und die automatische Berichterstellung kommt der Eliminierung aller potenziellen Fehler sehr nahe. Herr Makosa, der das neue Qualitätskontrollverfahren seit März 2022 anwendet, bezeichnet es als "narrensicher".
Die Altera S-Controller und die CAMIO-Software wurden so geliefert, dass sie in Zukunft die Dateneingabe eines Laserscanning-Sensors akzeptieren können, falls Alltrista entscheidet, dass die zunehmende Komplexität seiner Kunststoffbauteile diese weitere Aufrüstung erfordert. Für den Moment jedoch bieten das taktile Scannen und die taktile Abtastung, auch mit einem Multi-Tip-Stift, um die Unterseite von Bauteilen ohne Tasterwechsel zu erreichen, ausreichende Fähigkeiten und Kapazitäten.
Klicken Sie HIER für weitere Nachrichten