2023 年 7 月 20 日
支持注塑成型的高工艺能力
Alltrista Plastics 在英国克赖斯特彻奇工厂全天候使用两台数控坐标测量机 (CMM) 已超过 10 年,但其效率已变得很低。由于机器老化,触发式测量的精度和可重复性受到影响。软件有时会崩溃,有可能造成物理碰撞、测头损坏,甚至可能损坏正在检测的部件。随着时间的推移,生产的塑料医疗部件和组件变得越来越复杂,在检测周期中经常需要使用倾斜测针,因此操作员必须从半打预设的测头配置中进行选择,手动安装一个并进行校准。此外,操作员还必须在计算机屏幕上对不同的程序进行分类,以识别并加载正确的程序。
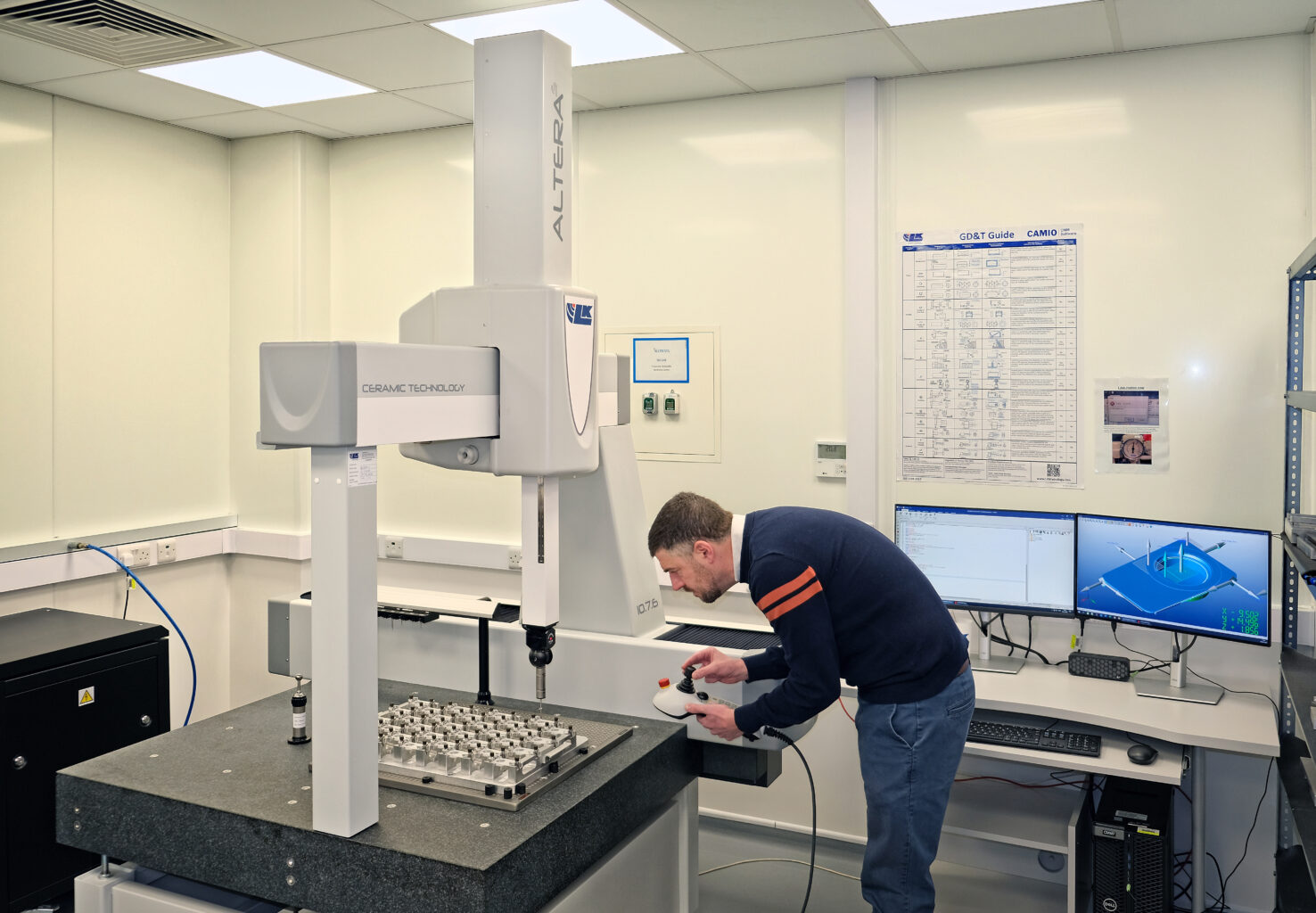
安装了两台由英国多宁顿城堡的 LK Metrology 制造的新型 Altera S 10.7.6 坐标测量机后,整个过程实现了简化和自动化。此外,还提供了供应商的 CAMIO 三轴扫描和报告软件,以及雷尼绍 SP25M 扫描测头和 PH10M 机动分度测座。它实际上是两个传感器的合二为一,可以进行连续路径触发扫描以及离散点触发测量。该装置与雷尼绍矩阵板配合使用,可以准确放置工件进行检测,大大提高了测量效率,方便了样品夹具的安装,加快了测量周期,几乎消除了人工干预和随之而来的出错风险。在老式坐标测量机上安装扫描功能是不可行的,因为成本过高,而且无论如何,这些机器都已过时。
Alltrista公司的质量经理Peter Makosa说:"我在一家航空航天制造商工作时,曾使用LK坐标测量机数年,该制造商已经实现了标准化使用。当 Alltrista 决定升级其质量室时,我们接触了包括现有供应商在内的四家潜在机器供应商。LK 的答复是迄今为止最全面的。
"它对我们的一个部件进行了在线演示,并在我们访问多宁顿城堡时进行了另一次试验。它是唯一一家对我们的工厂进行全面现场调查,以检查机器安装可行性的公司。
"根据测量结果,考虑到 LK 机床比我们以前的坐标测量机高,制造商提出在制造 Altera S 机型时降低其高度,这样它们就能舒适地穿过我们的门口,进入我们翻新后的检测室。
"最终让我们决定选择这家供应商的是设备的优惠价格、在整个销售过程中与我们打交道的知识渊博的工程师以及该公司良好的售后服务声誉"。
克赖斯特彻奇生产基地是Alltrista公司的五个生产基地之一,也是控股的Jadex集团中第一个完全由可再生能源供电的生产基地。该公司通过了 ISO13485 认证,专门为医疗、制药和保健品行业注塑成型药物输送系统等设备和隐形眼镜泡罩等包装。注塑机主要安装在一个 7 级和两个 8 级洁净室中。医疗器械在营业额、种类和产量中所占的比例越来越大,在过去十年中,占产量的比例从 30% 上升到 50%,而且还在不断上升。另一个趋势是新设计产品的图纸公差越来越小,GD&T(几何尺寸和公差)要求越来越严格。

在克赖斯特彻奇工厂生产的所有产品都要经过严格的验证过程。通常情况下,在新产品投产之初,要进行 30 次试运行和检查,每次试运行和检查包含 15 个部件,客户要求工艺能力至少达到 Cpk 1.33,通常为 1.67 或 2(六西格玛)。塑料制品的公差一般比较宽泛,通常在 50 到 100 微米之间,但任何测量误差都是不可取的,因为它会占用部分公差带。对于验证来说,更重要的是高水平的重复性。
Alltrista还需要更多数据,以便更好地了解模具的某些特征,例如密封面的平面度、自由曲面和倒角。使用雷尼绍扫描测头后,可向生产部门反馈更多信息,以便对模具制造和生产进行微调。它还为客户提供了更丰富的报告,使他们能够更详细地了解为其进行的制造。此外,报告的排版也大为改观,以前打开的 Excel 电子表格已被 CAMIO 生成的锁定 PDF 文件所取代。这些报告包括一个彩色编码的零件与CAD对比图,显示产品的一致性,并附有所有数据、Alltrista标识、日期和时间。
在安装坐标测量机时,LK 为 Alltrista 的四个主要客户编写了检测部件的核心程序,并设计了一个 PC 屏幕仪表板,使整个过程由菜单驱动。第一个屏幕显示每个客户的图标,点击后会显示为该公司注塑的每个零件。点击相应图标后,程序会自动发送到坐标测量机,操作员输入客户名称、所需的是标准件还是首件检测报告,然后点击开始。
不过,在程序运行之前,必须将元件阵列放置在花岗岩台面上的已知位置。为了方便和加快程序,LK 为每台 Altera S 10.7.6 提供了一块雷尼绍矩阵板。在没有额外费用的情况下,我们还在花岗岩上以非标准中心钻了锚栓孔,这样就可以从下面固定矩阵板,避免固定夹从工作台表面伸出。在仪表板的屏幕上,除了相关的检测程序外,还有一个 SOP(标准操作程序),向操作员显示矩阵板上的编号孔格中,一批固定样品应占据的准确位置。
没有人敢说可以完全消除人为因素的影响,但这种正确、准确地定位部件的系统与 LK 的 CAMIO 系统(用于程序启动、数控检测和自动报告)的结合,已经非常接近于消除所有潜在的错误。自 2022 年 3 月开始使用新的质量控制流程以来,Makosa 先生将其形容为 "万无一失"。
Altera S控制器和CAMIO软件可在将来接受激光扫描传感器的数据输入,如果Alltrista认为其塑料设备日益复杂,需要进一步升级的话。目前,触觉扫描和触发式测量,包括使用多触点测针在不更换测头的情况下接触元件底部,已经提供了足够的能力和产能。
点击这里查看更多新闻