20 juillet 2023
Haute capacité de traitement dans le domaine du moulage par injection de matières plastiques
Les deux machines à mesurer tridimensionnelles (MMT) CNC qu'Alltrista Plastics utilisait 24 heures sur 24 et 7 jours sur 7 depuis plus de 10 ans dans son usine de Christchurch, au Royaume-Uni, étaient devenues inefficaces. La précision et la répétabilité du palpage par contact étaient compromises en raison de l'âge des machines. Le logiciel tombait parfois en panne, ce qui risquait d'entraîner une collision physique, d'endommager le palpeur et peut-être même le composant contrôlé. Les pièces et assemblages médicaux en plastique produits étant devenus plus complexes au fil du temps, un stylet angulaire était souvent nécessaire dans un cycle d'inspection, de sorte que l'opérateur devait choisir parmi une demi-douzaine de configurations de palpeur prédéfinies, en monter une manuellement et l'étalonner. En outre, il devait trier différents programmes sur un écran d'ordinateur pour identifier et charger celui qui convenait.
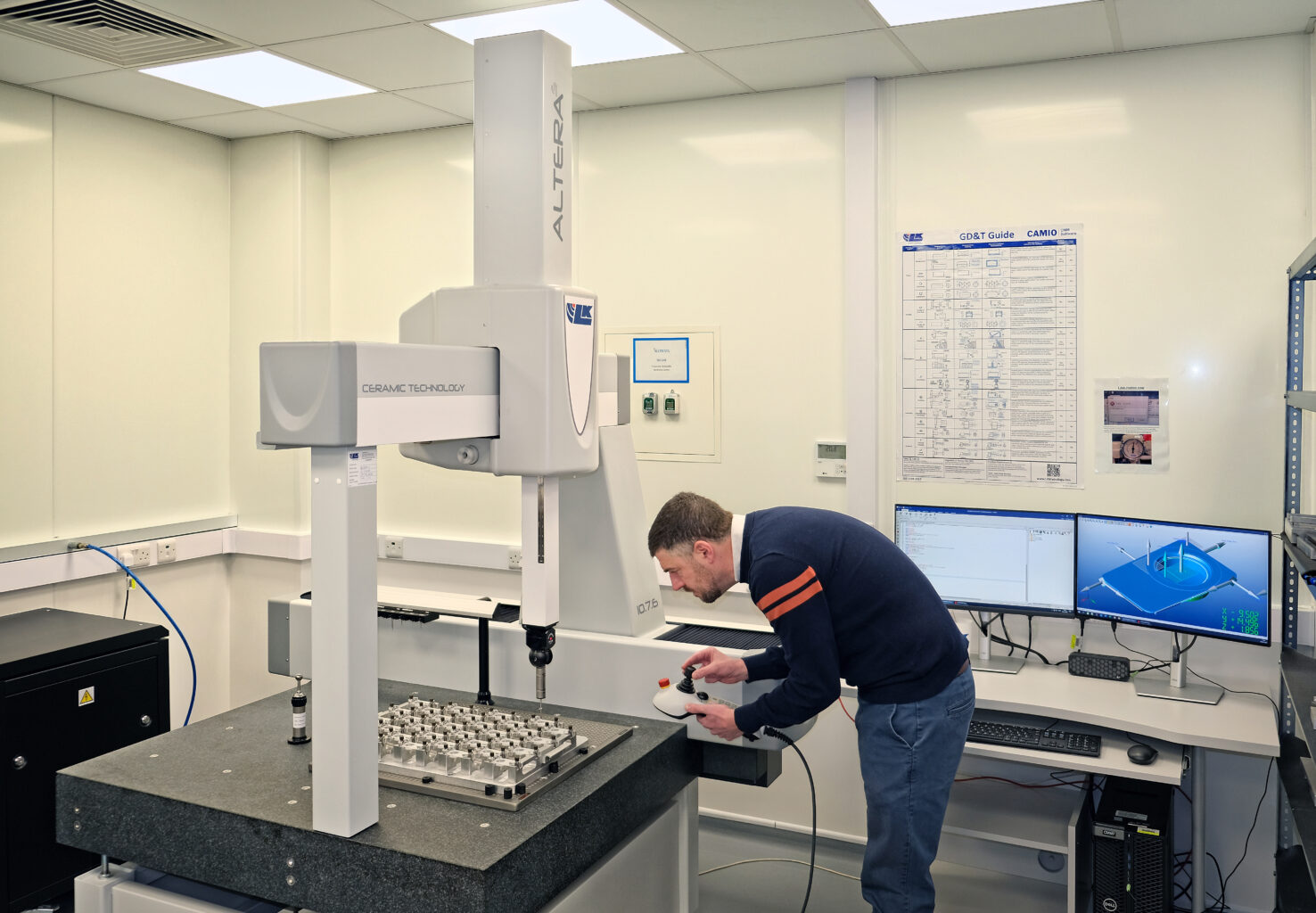
L'ensemble du processus a été rationalisé et automatisé grâce à l'installation de deux nouvelles MMT Altera S 10.7.6 fabriquées par LK Metrology à Castle Donington, au Royaume-Uni. Le logiciel de numérisation et de création de rapports à trois axes CAMIO du fournisseur a également été fourni, ainsi qu'un palpeur de numérisation Renishaw SP25M et une tête d'indexation motorisée PH10M. Il s'agit en fait de deux capteurs en un, permettant un balayage tactile en continu ainsi que le palpage par déclenchement de points discrets. Associé à une plaque matricielle Renishaw pour permettre le placement précis des pièces à inspecter, ce dispositif a permis d'améliorer considérablement la productivité métrologique en facilitant la fixation des échantillons, en accélérant les cycles de mesure et en éliminant pratiquement l'intervention humaine et le risque d'erreurs qui en découle. Il n'aurait pas été possible d'équiper les anciennes MMT d'une capacité de numérisation, car le coût aurait été prohibitif et, de toute façon, les machines devenaient obsolètes.
Peter Makosa, responsable de la qualité chez Alltrista, explique : "J'ai utilisé des MMT LK pendant plusieurs années lorsque je travaillais pour un fabricant aérospatial, qui avait normalisé leur utilisation. Lorsqu'Alltrista a décidé de moderniser sa salle de qualité, nous avons contacté quatre fournisseurs de machines potentiels, dont le fournisseur en place. La réponse de LK était de loin la plus complète.
"Elle a effectué une démonstration en ligne sur l'une de nos pièces et un autre essai lors de notre visite à Castle Donington. Elle a été la seule entreprise à entreprendre une étude complète sur place, dans notre usine, pour vérifier la faisabilité de l'installation de la machine.
"Sur la base des mesures prises et compte tenu du fait que les machines LK sont plus hautes que nos MMT précédentes, le fabricant a proposé de réduire la hauteur des modèles Altera S pendant leur construction afin qu'ils puissent passer confortablement par nos portes et dans notre salle d'inspection rénovée.
"Ce qui nous a finalement décidé à opter pour ce fournisseur, c'est le prix avantageux de l'équipement, les ingénieurs compétents qui se sont occupés de nous tout au long du processus de vente et la réputation de l'entreprise en matière de service après-vente".
Le site de Christchurch est l'un des cinq sites de production d'Alltrista, qui se distingue par le fait qu'il s'agit de la première installation du groupe Jadex à être entièrement alimentée par de l'électricité renouvelable. L'entreprise accréditée ISO13485 est spécialisée dans le moulage par injection de dispositifs tels que les systèmes d'administration de médicaments et les emballages tels que les blisters de lentilles de contact, pour les industries médicales, pharmaceutiques et nutraceutiques. Les machines de moulage par injection sont principalement installées dans une salle blanche de classe 7 et deux salles blanches de classe 8. Les dispositifs médicaux représentent une part croissante du chiffre d'affaires, de la variété et du volume de production. Au cours de la dernière décennie, ils sont passés de 30 à 50 % de la production et cette proportion continue d'augmenter. Une autre tendance est le resserrement des tolérances de dessin sur les produits nouvellement conçus et des exigences plus strictes en matière de GD&T (dimensionnement et tolérancement géométriques).

Un processus de validation rigoureux sous-tend la fabrication de tous les produits sur le site de Christchurch. En général, au début d'une nouvelle série de production, 30 plans contenant, par exemple, 15 composants chacun, sont testés et vérifiés, les clients exigeant une capacité de processus d'au moins Cpk 1,33 et souvent 1,67 ou 2 (six sigma). Les tolérances sont généralement assez ouvertes sur les articles en plastique, normalement de l'ordre de 50 à 100 microns, mais toute imprécision de mesure n'est pas souhaitable, car elle consommerait une partie de la bande de tolérance. Un niveau élevé de répétabilité est encore plus important pour la validation.
Alltrista avait également besoin de plus de données pour mieux comprendre certaines caractéristiques des pièces moulées, telles que la planéité des faces d'étanchéité, les profils de forme libre et les chanfreins. L'utilisation d'un palpeur de scanning Renishaw a permis d'obtenir un ordre de grandeur d'informations supplémentaires à transmettre au service de production pour affiner l'outillage et la fabrication. Les rapports sont également beaucoup plus riches et permettent aux clients de comprendre plus en détail la fabrication effectuée en leur nom. En outre, la présentation des rapports est désormais bien meilleure, car les anciennes feuilles de calcul Excel ouvertes ont été remplacées par des PDF verrouillés générés dans CAMIO. Ils comprennent une comparaison pièce-cAD codée en couleur montrant la conformité du produit, avec toutes les données d'accompagnement, le logo d'Alltrista, la date et l'heure.
Lorsque les MMT ont été installées, LK a écrit des programmes de base pour inspecter les composants de quatre grands clients d'Alltrista et a également conçu un tableau de bord pour l'écran du PC, de sorte que l'ensemble du processus est piloté par des menus. Le premier écran affiche une icône pour chaque client, qui, lorsqu'on clique dessus, révèle toutes les pièces moulées par injection pour cette société. En cliquant sur l'icône appropriée, le programme est automatiquement envoyé à la MMT, où l'opérateur saisit son nom, indique s'il a besoin d'un rapport d'inspection standard ou d'un premier article et clique sur "démarrer".
Avant de pouvoir exécuter le programme, il faut toutefois placer un ensemble de composants dans une position connue sur la table de granit. Pour faciliter et accélérer la procédure, LK a fourni une plaque matricielle Renishaw avec chaque Altera S 10.7.6. Sans frais supplémentaires, des trous de boulons d'ancrage ont été percés dans le granit à des centres non standard afin que les plaques puissent être fixées par le dessous, évitant ainsi que des pinces de maintien ne dépassent de la surface de la table. Le tableau de bord affiche à l'écran, outre le programme d'inspection correspondant, une procédure opératoire normalisée (POS) indiquant à l'opérateur l'emplacement exact, sur la grille de trous numérotés de la plaque matricielle, que doit occuper le lot d'échantillons prélevés à l'aide d'un appareil de fixation.
Personne ne dira jamais que la faillibilité humaine peut être entièrement éliminée, mais ce système de positionnement correct et précis des composants, associé au système CAMIO de LK pour l'instigation des programmes, l'inspection CNC et les rapports automatiques, est très proche de l'élimination de toutes les erreurs potentielles. M. Makosa, qui utilise le nouveau processus de contrôle de la qualité depuis mars 2022, le qualifie d'"infaillible".
Les contrôleurs Altera S et le logiciel CAMIO ont été fournis pour accepter l'entrée de données d'un capteur de balayage laser à l'avenir, au cas où Alltrista déciderait que la complexité croissante de ses dispositifs en plastique nécessite cette mise à niveau. Pour l'instant, cependant, le balayage et le palpage tactiles, y compris avec un stylet à pointes multiples pour accéder à la face inférieure des composants sans changer de palpeur, offrent des capacités suffisantes.
Cliquez ICI pour plus d'informations